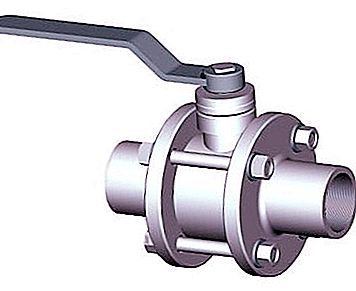
Kulové kohouty slouží jako uzavírací ventily na vnějších potrubích (plynovody a ropovody, inženýrské sítě, potrubí v průmyslových odvětvích s nebezpečím výbuchu a požáru atd.). Jednou z odrůd kulového ventilu je kulový ventil pro svařování.
Používá se jako uzavírací zařízení k úplnému zablokování toku cirkulujícího média v potrubí. Takovým médiem může být ropa a její produkty, voda, zemní plyn, vzduch, alkoholické výrobky a další agresivní prostředí.
Tento typ ventilu se vyznačuje tím, že je připojen k potrubí svařováním. Kulový ventil pro svařování nemá oddělitelné části (příruby, spojky atd.), Což zajišťuje maximální hustotu spoje a minimalizuje úniky ve spojích.
Klasifikace
Svařované kulové kohouty se dělí podle typu pohonu:
- ruční;
- s elektrickým pohonem (vyrobeno na zvláštní objednávku s ohledem na vlastnosti potrubí);
- ruční s převodovkou;
- s pneumatickým pohonem (na zvláštní objednávku, s přihlédnutím k vlastnostem potrubí).
Obvykle se pro relativně malé rozměry průchodů používá ruční kulový ventil pro svařování s nízkým nebo středním tlakem v potrubí. Pokud je tlak v potrubí vyšší než průměr a trubky samotné mají velký nebo střední průměr, je lepší použít elektrický ventil nebo pneumatický ventil.
Kulový ventil pro svařování může být také plný a částečný otvor (klasifikovaný podle typu průchodu).
Výroba a konstrukce kulového kohoutu
Komponenty těla kulových kohoutů jsou vyráběny svařováním (takže spojení je silné a spolehlivé). Volně plovoucí koule je utěsněna sedadly PTFE.
Při výrobě se používá originální technologie. Hlavním rysem zařízení je ocelové nerozebíratelné pouzdro. Během výroby se blokovací mechanismus nejprve smontuje a poté vloží do pouzdra. Potrubí je úhledně opařeno.
Výsledkem je neoddělitelný design, který nevyžaduje údržbu.

Kuličkový ocelový kulový ventil má jedinečný vnitřní design. V případě opotřebení tento design sám o sobě proces kompenzuje. To je usnadněno volně plovoucími kuličkami, které jsou umístěny mezi pružinami majícími těsnění. Pokud se některá část opotřebuje, pružina je uvolněna a struktura je stále pevně spojena. To zajišťuje dlouhodobou těsnost.
Provoz a údržba
1. Kulový ventil pro svařování by měl být provozován při teplotě nejméně 30 ° C.
2. Tlak v potrubí může být 1, 6 / 2, 5 / 4 megapascalů.
3. Cirkulační médium by také mělo mít vhodnou teplotu: rozmezí od -35 do +180 o C.
U těchto zařízení není nutná pravidelná údržba a nákladná údržba. Na stopku můžete přidat pouze pečeť. Vývoj designu nezahrnuje opravy ani výměnu součástí po celou dobu používání.




