Poloautomatická instalace vždy vyžadují mírně odlišné vybavení než „ruční“ nebo plně automatická zařízení. Svařovací jednotky nejsou výjimkou. Pro mnoho z nich je zapotřebí speciální hořák pro poloautomatické zařízení. Takové zařízení má několik zásadních rozdílů od svého „manuálního“ protějšku, který nelze při výběru a provozu ignorovat.
Vlastnosti pochodně pro poloautomatické zařízení
Poloautomatické svařovací hořáky lze klasifikovat jako spotřební materiál. Průměrná doba jejich služby (s náležitým ohledem) není delší než šest měsíců. Hlavním rozdílem mezi případy „ručních protějšků“ je přítomnost chladicího systému a podavače svařovacího drátu.

Jmenovitá hodnota zařízení závisí na typu chlazení, typu konektoru pro připojení ke svařovacímu stroji a síle svařovacího proudu. Svítilna pro poloautomatické zařízení se aktivně používá pro práci na těžko přístupných místech. Jedním z jeho klíčových rysů je způsob ochrany svarového bazénu - místo, kde se spojují dva kovové povrchy. Tento proces se provádí bez plynu.
Poloautomatická konstrukce hořáku
Hořák vytváří plamen pro svařování plynem, v jehož proudu se materiál taví.
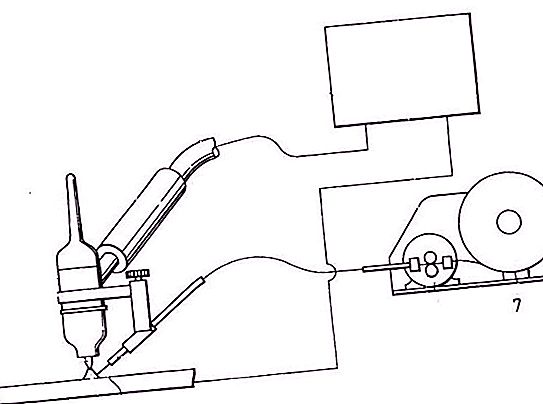
Tento problém je vyřešen třemi hlavními prvky, které jsou součástí konstrukce zařízení:
- Smyčka nebo rukáv. Svou pomocí je hořák pro poloautomatické zařízení připojen ke svařovacímu zařízení, během provozu „přijímá“ plyn a drát.
- Vlastně hořák, který slouží ke komunikaci s procesem svařování, a také dodává drát, chladicí kapalinu, elektrický proud a ochranný plyn, tok.
- Komponenta pro připojení kontaktů spojuje zařízení se svařovacím zařízením.
Hořák pro poloautomatický stroj přímo zahrnuje rukojeť, plynové kování, jednotné zařízení pro podávání drátu a hrot ve své konstrukci. Poslední prvek je vyroben z různých materiálů, ale nejodolnější jsou špičky wolframu nebo mědi.
Vlastnosti servisních poloautomatických hořáků
Údržba svařovacích hořáků spočívá v tom, že jejich součásti vyžadují pravidelnou výměnu. Tryska je první položka, která vyžaduje zvýšenou pozornost. Při svařování materiálu zůstávají na jeho povrchu kapky roztaveného kovu, které musí být odstraněny.
To lze provést pouze mechanicky, což vede ke vzniku mikroskopických trhlin. Je to kvůli nim, že hořák pro poloautomatické zařízení trvá asi 6 měsíců. Pokud se však tryska pravidelně mění, lze tuto dobu zdvojnásobit.

Kontaktní prvky jsou druhou částí mechanismu, která vyžaduje zvláštní pozornost. Pracují v režimu zkratu, kvůli kterému jsou zahřátí na teplotu blízkou kritické hodnotě a vyhoří. To vede ke snížení jejich provozních charakteristik.
Životnost těchto prvků je v průměru asi 200 hodin nepřetržitého provozu. Obvykle jsou součástí opravné sady, kompletní s hořákem samotným. Podrobné údaje najdete v technickém listu přístroje.



